
22K Gold Granulation on Turquoise Earrings
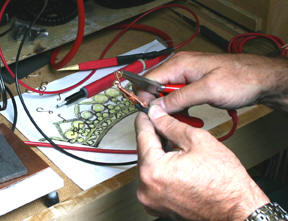
Featured are the materials for turquoise, platinum and 22-karat gold granulation earrings. The turquoise is 10.25 millimeters round and will be bezel set. The platinum is Pt-900-Ir, a platinum and iridium alloy. Once the platinum fabrication has been completed and the center stones set, the last step is performing the 22-karat yellow gold granulation using modern fusion-welding techniques.
4 Minute Read

Featured are the materials for turquoise, platinum and 22k gold granulation earrings. The turquoise is 10.25 millimeters round and will be bezel set.
The platinum is Pt-900-Ir, a platinum and iridium alloy. Once the platinum fabrication has been completed and the center stones set, the last step is performing the 22-karat yellow gold granulation using modern fusion-welding techniques.

22K Gold Granulation on Turquoise Earrings Using Welding Technology | |
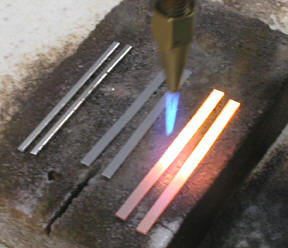
| I placed the wire on a soldering block rated for use with platinum and annealed by heating with a torch to an orange/red color and holding it at for 30 seconds to one minute. I wore rated platinum welding glasses. | |
| I formed the bezel and support wires. The barrel of the EUROTOOL wrap and tap pliers is 14 millimeters in diameter and the opposing jaw is a smaller neoprene covered half-round/flat shape. | |
| These pliers are ideal for forming a variety of wire sizes and shapes into ring shanks, decorative embellishments and rounded shapes. | |
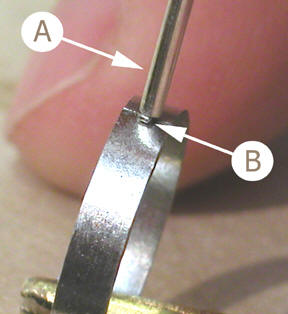
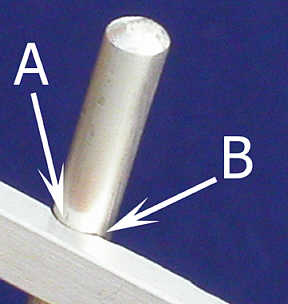
| I fit the bezels to the gemstones. The featured items are; (A) The tip of the vacuum attachment and (B) A small piece of 1700 platinum solder. Using the ABI Tack II Welder with the vacuum attachment, I tacked a small piece of 1700 solder directly over the joint. The ABI Tack II Welder was set to 30 volts on the low energy setting. The tweezers lead is lined with platinum so no transfer of base metal from the tweezers will contaminate the platinum bezel material. | |
| I soldered the joints for the bezels. | |
| Next I soldered and completed all support wires. | |
| Next I shaped and fit the bezels and support wires. There were no gaps or open seams prior to soldering. Pre-finishing and polishing were completed prior to the assembly. I soldered the pieces using 1300 platinum solder. | |
| I checked the fit of the turquoise in the bezels and made minor adjustments. In this photo, I used a modified setting bur to enlarge the opening and seat for the turquoise by removing metal from inside the bezel. | |
| I filed the base of the posts flat and marked the center of the backs of the earrings. Using the ABI Tack II tack-welder, I tacked the posts. The tack-welding unit was set at 35 volts on the high-energy setting. I used platinum lined tack-welding accessories to avoid non-platinum metal transfer and contamination from the base metal tweezers or pliers to the platinum. | |
| I soldered the posts using 1300 platinum solder. Note: No holding devices were required for soldering the posts since they were tacked. Tacking the posts provided a temporary joint. Soldering permenantly secured them to the earrings and the process required no holding devices since the posts were tacked. | |
| I anchored the earrings in Jett SettT thermoplastic. To do this, I heated water in a small crock-pot to about 150 degrees F. Next I poured the Jett SettT pellets into the heated water and allowed them to sit for about 30 seconds for the heat to transfer throughout the material. This photograph features forming the Jett SettT into the cup of a holding device while it's warm and pliable. I secured the earrings in the cup, dipped them into cold water. | |
| Next I pre-polished the earrings using Foredom's Platinum Blue and White polishing compounds. Using Foredom's Micro Motor and Hammer Handpiece, I set the stones. When I completed this stage of the setting, I removed the earrings from the Jett SetT by submerging them in warm water. The material became pliable and the earrings were easily removed. Steam removed any residual Jett SetT material from the earrings. | |
| I used EUROTOOL's EuroSonic, a non-toxic biodegradable enzyme rich ultrasonic cleaning solution to perform the final finishing, polishing and cleaning. | |
| Using the ABI Tack II Tack Welder, I permenantly fusion-welded the 22-karat gold beads on the platinum rim around the bezel. The center stones are safe from damage as there is little or no heat transfer during the fusion-welding process. I set the tack-welder at 40 volts on the high-energy setting and used the vacuum attachment and the contact pad leads with modifications (see next photo). I used perfectly round 22-karat yellow gold beads. Out of round beads may cause defects during the fusion-welding process. No dirt and debris of any sort was present during the fusion-welding procedure. | |
| I drilled holes in the contact pad lead and graphite insulator. I placed the insulator over the larger hole on the contact pad and secured it by taping. This hole accommodated the post of the earrings during the fusion welding process. I sanded the graphite insulator pad flat and smooth to keep the backs of the earrings from becoming marred. | |
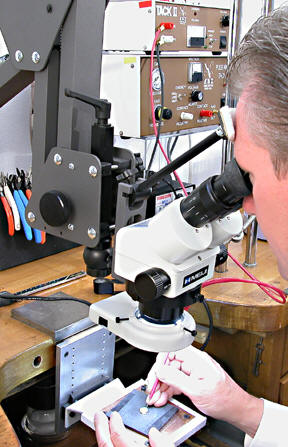
| It's advisable to perform the 22-karat gold granulation under magnification. The beads should have a very small space between them so the contact for fusion welding takes place between the bead and the platinum wire rim. | |
| Inspect, finish and clean. | |
| The fusion-welding joint between the 22-karat bead and the platinum rim is strong and the beads cannot be removed. The beads retained their perfectly rounded shapes. | |















Important
All tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are assembling. Working with like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles

Pulse-Arc-Welder: Box Clasp Tongue Repair
Beam Path Check
Making a Crown Using Welding Technology
How To Avoid Destructive Tack-Welds





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.