An Overview of Platinum Casting
As in all manufacturing processes, evaluations and systematic process controls must be applied to platinum casting. As a caster you should constantly improve the quality of product by logical evaluation, technical innovation and process control. Below is a chronological list and description of the necessary procedures for a successful platinum cast.
17 Minute Read

As in all manufacturing processes, evaluations and systematic process controls must be applied to platinum casting. As a caster you should constantly improve the quality of product by logical evaluation, technical innovation and process control. Below is a chronological list and description of the necessary procedures for a successful platinum cast.
Master Pattern
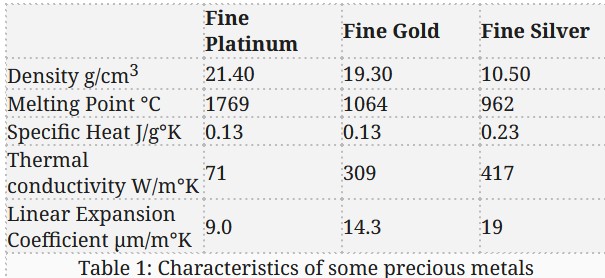
If the master has been designed for platinum, it should be made substantially lighter than a master made for gold or silver. Platinum alloys are dense and have specific gravities between 20.0 and 21.5 as compared to sterling silver's specific gravity of 10.36, 14kt gold's 13.4 and 18kt gold's 15.5.
Special care should be exercised to avoid patterns that go from thick to thin to thick again. This can cause a Venturi effect (Figure 3) in the molten platinum as it enters and exits the thin section, and as a result the molten metal sprays into the thick section. And air is encapsulated in the solidifying platinum, leaving the castings rife with gas porosity. Also, as the dissimilar cross sections start to solidify, the thin section will cool first, creating shrinkage porosity in the thicker sections. If the design dictates that there will be thick-to-thin-to-thick sections, it is best to make a multiple-part master to compensate for these design limitations.
The metal master pattern should be reviewed for the best possible sprue placement that will not inhibit mold making, mold cutting, wax injection, and casting. For example, if a bezel or pronged head is sprued perpendicular to the bezel wall or prongs, mould pressure during wax injection can distort the piece. The bezel wall thickness could deviate from one side of the bezel to the other, which will be clearly evident in square or rectangular bezels.
The sprues for the model should also be evaluated for the best flow of molten metal into the investment cavity. A sprue that may suffice for 18kt gold may not be adequate for platinum and additional feed gates may be necessary.
Most sprues should have a gentle taper toward the product end. However, filing should not produce this taper, since this will change the volume of the sprue. Hammering or rolling the end of the sprue prior to it being joined to the master pattern is the best way to produce the taper. This taper provides for a gentle introduction of molten metal into the investment mold being cast, reducing turbulence, minimize sharp corners in the casting investment that break-off and contaminate the metal.
The most common problem faced by a platinum caster is a hole under the sprue. This hole is caused by shrinkage when the platinum contracts during cooling, the sprue's diameter must allow in enough molten platinum to fill the void. If it doesn't, a hole will be created under the sprue (the last area to solidify). To adequately fill a platinum casting, the diameter or cross section of the sprue should be at least the same of the thickest cross section to be sprued.
Mold making and Cutting
The rubber mold must be sufficiently packed with un-vulcanised rubber in the mold frame to ensure perfect representation of the master pattern (approximately six and a half ply of rubber for 13/16ths of an inch).
When cutting the rubber mold, the mold cutter should cut along the lines of the master pattern so as to hide or disguise any mold seams that may occur.
Air vents may be necessary to provide adequate airflow from the mold cavity during wax injection. This is evident when a mold produces non-filled injections. To assist maintaining a proper airflow, talcum powder can be sparingly used in the air vents of the rubber mold, applied with a fine artist's brush.
A note of caution: Talcum powder should not be used as a parting agent in the rubber mold for the injected waxes. If talcum is present in the injected wax, a rough surface is to be expected on the as-cast surface. It could also lead to possible contamination of the metal due to residual talcum powder in the burned out flask. There are silicone sprays that can be purchased to assist as a parting agent and can be sprayed directly onto the rubber mold cavity.
The mold should be tested prior to production to establish the proper parameters for a proper injection (air pressure, dwell time and vacuum). These parameters are then listed on the mold so that an operator can make the proper adjustments to the wax injector prior to wax injection. Special care and consideration should be practiced when casting hand-carved or hand-made waxes. Since these waxes are one-off in nature and have not been cast before, one can rely only on past experience with similar product to decide where to place the sprue or sprues and what should be the optimum flask temperatures. Therefore, hand carved or hand made waxes should be processed into a silicone "cold mold" to alleviate the chance of a one-off wax carving being lost to a poor cast. This "cold mold" allows for duplication if the original wax fails during casting.
Waxing
The type of product to be injected usually dictates the wax used for injecting into a mold. If the product is fine, e.g., filigree, light pronged heads or thin cross-sections, a wax with a higher fluidity should be used. On the other hand if the product is large with thick cross sections, one should chose an injection wax that has a low shrinkage factor. However, there are many good general-purpose injection waxes that work well when injection parameters are adjusted for each mold.
To ensure a quality pattern, waxes should be inspected by the wax injection operator and given an additional inspection during the sprueing process. All prongs are intact, for example, and the pattern should be free of distortion, mold seams, and air bubbles. Having to remove mold seams from an as-cast piece is not an efficient use of time or precious metal. And if air bubbles are present in the wax pattern, the air can be drawn out during investing, causing subsequent damage to the wax, and creating a poor mold cavity and casting.
Sometimes it may be necessary to repair waxes, and there are many products available that can assist in this. They include wax polishing fluids for smoothing surfaces and disclosing wax for filling voids.
Sprueing
For proper placement of the wax patterns on a sprue tree, the wax products should be segregated into several categories, very fine to fine, fine to medium, medium to heavy, and heavy products, then placed on different sections of the tree. Very fine to fine pieces should be at the top of the tree, fine to medium at the middle of the tree, and medium to heavy at the base.
However, the best practice is to place similar products on one tree and then designate an oven temperature for this casting flask. In a best case scenario, you should weigh the waxes and segregate the product according to average weights and geometry. This promotes thermal equilibrium during burnout; casting, and the cooling process prior to investment washout.
It is also necessary to make sure that you are achieving a high ratio of product weight to sprue (scrap) per can. You should always try to apply at least 60% product weight per flask. However, don't crowd product on the tree just to fill a flask, for this can lead to other problems: investment can breakdown, pieces might touch each other and become welded, and pieces can burn or develop rough surfaces due to the thermal mass of the products not being able to dissipate the heat properly.
Investment and Investment Mixing
There are several types of investment used for platinum casting, and their use is determined by the casting operator's personal choice. All of these investments are high temperature refractory silica sand with proprietary constituents.
Phosphate Bonded: A commonly used investment for casting platinum, due to a relatively quick set-up time (2 hours). This casting material is a chemically set material and requires proper timing controls when mixing. It can be poured into a flask with a rubber base, as in gold casting. Phosphate bonded investments can be quite viscous and require a heavy-duty mixer when combining the powder with water to produce an investment slurry.
Phosphoric Acid Bonded: This type is believed to be the superior platinum investment material, due to strength of the sintered investment and a very smooth as-cast surface on the platinum. This investment is a sedimentary material and requires 12 to 15 hours to set up properly. The flask is placed on an absorbent material (cardboard, heavy-duty paper towels, disposable diapers, etc.) and is joined and sealed at the interface of the flask and absorbent material with molten or soft pliable wax.
Due to the fact that this material is sedimentary, it will slump in the flask during settling. Therefore, you should place masking tape around the top of the flask to allow for approximately one-half inch of an over-pour (Figure 6). Because this material is sedimentary and not chemically set, it can be mixed indefinitely; the longer it is mixed the better.
During the set-up of the phosphoric acid bonded investment, you should induce evaporation by creating heat and air circulation. This can be achieved by placing the flask in a temperature and humidity-controlled room, with temperature 70°F to 74°F and 36% humidity. Another method is to place the flask on the base of a seed propagator at maximum temperature and leave off the top of the propagator: this will create good airflow.
High-speed Set-up Dental Investment
A relatively new investment for platinum casting, this material has been getting quite a bit of exposure through the Santa Fe Symposium and AJM Magazine. With this investment one can go from the mix to burnout to casting in approximately three hours. A chemical reaction that occurs during the set time raises the temperature of the investment as high as 120°F, which subsequently starts melting the wax and eliminating residual moisture prior to burnout. This high-speed investment does not require a metal flask; it comes with a silicone rubber base and tapered, flexible flask, which is easily removed. This high-speed investment is very useful when urgent platinum castings are required, as one could literally invest, cast, and finish a platinum product in an eight-hour day.
All parameters of investment mixing need to be controlled and recorded. This includes investment type and batch number, investment temperature, water-to-powder ratio, water temperature and pH, slurry temperature and pH, and working and set time. The use of distilled or de-ionized water is preferable when mixing investment, due to its purity and neutral pH, which will not adulterate the chemical balance of the investment powder or liquid binder.
Always adhere to the investment vendor's specifications when mixing investment. Also mix a sample of each new lot of investment prior to putting it into production; this will minimize problems that may occur during production.
All investing procedures should be conducted with OSHA approved dust extraction in place. Mixing operators should wear OSHA approved dust masks and eye protection.
Burnout
The process of burnout is normally achieved overnight with the help of a temperature ramping control device, which is connected to a thermocouple that is placed in the furnace. Since burnout occurs during the night, you should connect the temperature control to a chart recorder; this will allow for documentation in the event of improper burnout. This documentation can then be used to correct problems, such as investment breakdown, which is caused by too aggressive temperature increase or insufficient burnout.
A much more accurate form of burnout control and documentation is the use of programmable logic controls (PLC). PLC's process electrical energy by percentage values, giving a much smoother temperature ramp, as compared to the standard ramping devices that give 100% energy to the furnace causing over or under ramp in temperature during the burnout process.
PLC's also allow for data capture, which can be downloaded to a computer for graphs and analysis, creating a historical database for evaluating any anomalies that may occur in burnout over the course of time. In addition, some PLC's allow for automatic restart in the event of power failure, starting the burnout program at the last stage prior to the interruption.
The flasks should be placed in the furnace with adequate space to allow for good air circulation and a balanced thermal equilibrium. If the flasks are overcrowded into a furnace there may be problems with inadequate burnout.
Gas versus Electric Burnout Furnaces
There is quite a bit of speculation and controversy on which type of burnout furnace to use.
Electric furnaces give good even temperatures throughout the heat zones, but do not promote airflow, which is needed to have enhanced oxygen activity that fully burns the ash left over from the burned-out wax. Gas furnaces have enhanced oxygen airflow, but due to the turbulence caused by this airflow, you could experience cold spots.
Gas furnaces are generally larger than electric furnaces, so that may be a consideration if the furnace is being placed in a small workshop. If gas is readily available and the size of the furnace is not an issue, then a gas furnace might be preferable, since gas is cheaper than electricity.
Metals
Although it is recommended to use a high ratio of fresh metal to scrap metal (70 fresh/30 scrap) when casting, a caster will not always see this as an economical use of metal. In the event that you have to use elevated or excessive scrap-to-fresh metal ratios, the metal should be held at super heat temperature for an extended time value. This may allow for some impurities to burn off prior to casting.
It is also necessary to ensure that all scrap metal is exceptionally clean and free of foreign particles such as investment, oxides or acids. Failure to ensure the use of clean metals will inevitably lead to excessive casting failures, manifest as gas porosity, brittle castings and discoloration to the finished jewellery item. If a metal is suspect of contamination it should be purged immediately from the casting cycle and all crucibles used for the suspect metal should be removed to ensure that the contamination is isolated.
Melting
It is desirable to have accurate measurement of melting temperatures, whether it is through a single spectrum or a dual optical pyrometer. You should ensure that these temperature control devices are upgraded and calibrated on a bi-annual basis or as needed.
Be aware that with optical pyrometers there can be a problem due to smoke emissions and dross across the top of the molten metal. As in cobalt-bearing platinum alloys, once the dross breaks or the smoke clears, the true temperature reading becomes apparent and is usually much higher than desired.
All crucibles should be inspected prior to being used to identify whether the crucible is of sufficient structural integrity (wall thickness, eroded pouring nozzle, cracks, etc.). Also inspect for residual metal and foreign materials to alleviate any possibility of cross contamination. You should document the number of melts produced by each crucible, and create a database to identify and establish at which point the crucibles have reached ultimate degradation.
Casting
Horizontal or Vertical Centrifugal /Torch: This is the most common method of platinum casting for small workshops, although it is the least accurate for quality and process control (Figure 7). When casting platinum using a torch and centrifugal casting machine you must first balance the arm of the centrifuge prior to casting. The best way to this is by placing the flask to be cast in the flask saddle on the casting arm and adjusting the weights on the casting arm until the arm becomes horizontal and parallel to the casting machine base. Failure to balance the centrifuge arm may lead to metal spillage or spraying, due to an undulation of the arm caused by the imbalance. The flask may even become dislodged from the rotating arm and launched across the workshop, possibly causing grievous bodily harm to yourself or others in the room.
When casting in a torch and centrifugal system, you must be extremely vigilant, especially during the melting cycle. Regardless of how much experience you may have, it is still a guessing game as to when the metal is at its optimum casting temperature.
It is recommended that hydrogen gas with oxygen be used for torch melting of platinum. However, oxygen and natural or propane gas can be used if sufficient air pressure is applied at the oxygen pressure regulator.
When the metal is molten and ready for casting and the flask is well balanced, you must be very quick in releasing the arm and pulling the torch away (up for horizontal centrifuge and out for vertical centrifuge). The advantage of the vertical centrifuge is two-fold, first an increased G-force is produced when the centrifuge arm and crucible rise in the first quarter turn. Secondly, if there is a spill or a flask becomes dislodged during casting, the hot metal or flask is thrown up and away from the operator.
Many excellent platinum jewelry products have been produced using centrifugal/torch casting, but it is a far cry from the advanced systems used today, so onward through the fog.
Centrifugal/Induction: This is an advance in melting technology over the centrifugal/torch method in that an induction coil is used to melt the metal. Induction heating or melting occurs when electrically conductive materials, such as platinum, are immersed in an alternating magnetic field. An electrical coil that is energized by a suitable AC generator produces this field. Induction melting is a cleaner and quicker method of melting platinum as opposed to torch melting, with less dissipation of heat. High frequency induction generators are recommended for melting platinum.
A properly engineered centrifugal platinum-casting machine incorporates a dual broken arm assembly. This broken arm assembly compensates for the weight of the platinum (inertia) and centers the molten metal into the awaiting spinning flask. However, this system still employs the centrifuge, so turbulence remains an issue, as with the centrifugal/torch method, and you still have to balance the flask.
The newer centrifugal/induction casting machines incorporate vacuum assistance. Which helps to reduce turbulence by eliminating the resistance of the molten metal to any air that may be trapped in the awaiting flask.
Next-Generation Casting Machines: These high temperature induction-melt casting machines incorporate tilt pour, vacuum, vertical flask rotation from zero to 600 rpm and gas pressure (argon). They use dual-spectrum optical pyrometer for accurate temperature readings and are fitted with programmable logic controls.
The above description can readily show the advantages of these next-generation platinum-casting machines. These new machines exploit several forces, such as, gravity (tilt pour), vacuum, centrifugal (vertical flask rotation which promotes continuous gas substitution to molten metal) and pressure, which supply alternating push/pull forces, as opposed to the singular force of the centrifuge.
As with most innovations these next-generation casting machines increase productivity and efficiency. Whereas standard centrifugal casting machines accommodate 125 to 175 grams of platinum, some of the next generation platinum-casting machines have a crucible capacity for up to 700 grams.
Washout
It must be noted that regardless of which investment is used, all of them prove to be more difficult to remove than gypsum-bonded investments used for gold casting. This is due to the high flask temperatures required to cast platinum (1,000°F to 2,000°F) and the melting temperature of platinum alloys (3,138°F to 3,250°F) which causes the investment to fuse to the platinum casting. However, there are ways to remove this investment.
After casting, the hot flasks should be immediately blasted with high-pressure water to remove the cast platinum tree. The flasks can be quenched, but it is preferable to quench once the cast platinum button has quit glowing.
Additional residual investment can then be removed by high-pressure wet bead blasting, and the trees submerged in hydrofluoric acid overnight to remove any existing oxides or investment. From the hydrofluoric acid bath, the cast trees are neutralized in a bicarbonate of soda solution and are then submerged in an ultrasonic bath of water and ammonia to neutralize any residual acid. There are other baths that are used as a safe substitute for hydrofluoric acid, such as 25% sodium hydroxide, 25% potassium hydroxide and 50% water, or ammonium bi-fluoride and water (8 oz ammonium bi-fluoride to 1 gallon water).
All de-vesting should take place under OSHA-approved air extraction conditions. De-vesting operators should wear protective clothing and eyewear, especially when entering the hydrofluoric acid bath area. Hydrofluoric acid is an extremely dangerous material that requires a specific emergency kit in the event of exposure.
Tests have shown that investment particles (silica) become air-borne during the quenching process via the steam dissipating from the hot investment. These investment particles are extremely small and can remain air-borne over extended lengths of time. (1988 Santa Fe Symposium, Silica Hazards and Safety Procedures in Handling of Investment, Paul Pryor, 1989 Santa Fe Symposium, Silica Hazards in Handling of Investment: Phase II, Paul Pryor, Appendix-Santa Fe Silica Project, Dave Sneller)
Summary
Applying logic, technology, and process control ensures that a dramatic increase in the quality of cast platinum product and the work place is achieved. In some cases, a caster can experience a 50% reduction in platinum recast by employing these process controls. However, as with all changes, technical management must systematically document and compile both positive and negative events. This will ensure that negative events do not reoccur or, if they do, will be resolved quickly and efficiently.
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles
American Holloware Changing Criteria
Platinum Jewelry Advanced Joining Techniques

Platinum Alloys – Features & Benefits
Understanding the Process of Platinum Casting





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.