The Ancient Art of Fire Gilding
In the twentieth century there can be little doubt that electroplating is the best way to develop a gold coating on a metal object. It provides successful results in many colors and can be adapted to one-of-a-kind or mass production. Knowing this, it might seem peculiar to devote the following section to the ancient art of fire gilding. It is more time consuming than modern methods, it requires more material, there is a greater risk of failure, and it is a health risk unless performed under ventilation. Why then should it be included?.
9 Minute Read
In the twentieth century there can be little doubt that electroplating is the best way to develop a gold coating on a metal object. It provides successful results in many colors and can be adapted to one-of-a-kind or mass production. Knowing this, it might seem peculiar to devote the following section to the ancient art of fire gilding. It is more time consuming than modern methods, it requires more material, there is a greater risk of failure, and it is a health risk unless performed under ventilation. Why then should it be included?
For one thing, it is vital that the field of goldsmithing remember its origins in order to keep the sense of history alive. For another, when antique work is to be repaired or an exact replica made, modern techniques simply will not do. There is a clearly visible difference between the intense saturated layer of gold created in this process and the mechanically different layer that results from electroplating.
SAFETY NOTE
Mercury evolves poisonous, invisible vapors even at room temperature. As mercury is heated the vapors are even more aggressively released. These vapors are absorbed through the lungs and stored in the body; they cannot be cast off and therefore accumulate. This means that even minor exposure will result in a health risk eventually. The first signs of mercury poisoning are gum and throat inflammations, nervous disturbances, irritability, general aches and pains, muscle tremors, and fainting.
Mercury should be stored in sealed containers under water. Because mercury can be absorbed through the skin, direct contact should be avoided; always were thick rubber gloves and tight protective clothing. Because the vapors are so dangerous only ventilation systems with the highest rating will allow safe use of mercury. If any symptoms appear, stop work and see a doctor immediately.
Making the Amalgam
The first step in the process is to make a paste or amalgam of gold in a vehicle that will later be driven off. The amalgam will be made by joining fine gold and mercury. It is widely known that the phrase "mad as a hatter" comes from the brain damage that was common among tradesmen who made hats because of the use of mercury in that process. Though goldsmiths seem to have avoided the bad press, they are just as susceptible to the neurological damage of mercury. Industrial strength ventilation is mandatory for this process.
In order to provide the maximum amount of surface area, a sheet of fine gold is rolled as thin as possible and then cut into tiny pieces. The process resembles the cutting of solder chips but the pieces should be much smaller. If the pieces curl this has the advantage of preventing them from lying flat on the floor of the crucible.
It is impossible to mix mercury and gold by melting them together because the mercury vaporizes at a relatively low temperature. Instead the two metals are put into a mortar and pestle and ground together. The process will be assisted a little if the gold and mercury are first put together into a closed container and allowed to diffuse into each other. In order to reduce the danger of exposure to toxic mercury fumes the grinding is done underwater.
The process is among those that was well documented by Theophilus, Pliny and other early writers about metalworking. The proportions given in those ancient sources, still relevant today, are 1 part gold to 8 parts mercury, or 11.1% Au/88.9% Hg.
A phase diagram of the Au-Hg system shows that the amalgam of this composition has a liquidus temperature of about 290C (550F). As the amalgam cools to temperatures approaching 124C, mixed crystals of the concentration of about 22% Au, 78% Hg precipitate out of the melt. At 124C these mixed crystals have a proportion of the entire mass of only about 17%, which is to say that despite these crystals, the greatest part of the amalgam is still fluid.
Upon further cooling a structural change occurs: the b-mixed crystals transform themselves and there develop crystals of the intermetallic phase Au2Hg3 (a concentration of about 39% Au; 61% Hg), which swim in the mercur-rich remnant.
At room temperature the mixture is about 37% solid Au2Hg3 and 63% fluid mercury. The gold may be described as "floating" in the mercury in the same way that crushed ice floats in water. This yields a spreadable, pasty gilding material.
Even if the proportions are changed somewhat because of the burning off of mercury, the mix will still work. If the proportion of gold were to drop below 39% the mixture would start to harden, but this is very unlikely as long as you start with initial mixture of 1 part gold; 8 parts mercury.
Working under a fume hood, the mercury and gold is heated to the boiling point of the mercury (357C; 675F). More gold can be introduced into the crucible at this point and the whole mass is stirred with an iron or titanium wire until solid pieces of gold can no longer be felt.
The mix is poured into a basin of clear cold water at this point to force a crystallization of the amalgam. Because of the rapid cooling the transformation of the b-mixed crystals into the intermetallic phase Au2Hg3 is repressed and the condition of the temperature zone between 290-1240 C is "frozen in." It is this process that leaves the b-mixed crystals floating in fluid mercury.
To remove excess mercury the mass is collected and set onto a square of chamois leather that is then pulled up into a pouch and twisted tight at the neck. Small drops of mercury will be wrung from the mass and should be scraped off the leather. This is a very dangerous process because mercury can be taken in through the skin. Wear heavy rubber gloves and work in a fume hood! The finished amalgam should be pale yellow and as spreadable as butter.
Metals Able to be Gilded
Mercury gilding works very well on silver/copper alloys like sterling and it is no surprise that this was its most common use. These objects - a layer of gold applied to sterling - are still called vermeil (ver-MAY), after the French term for fire gilding. It is also possible to deposit a layer of gold onto copper, iron and bronze, but the surface must be specially prepared first. In principle brass can also be gilded, but the results are often spotty. To prepare iron and brass, a layer of copper is deposited, either by electroplating or by immersing the work in a saturated pickle. In the case of bronze, steel wire is wrapped around the piece to hasten the plating reaction.
Preparing the Article
The article to be gilded must be perfectly clean, a state that is best achieved with a bright dip of diluted nitric acid. The precise mix will depend on the alloy being used but something in the range of a 50-50 mix is typical.
Immersion of a few seconds is usually sufficient to remove all grease, dirt and oxidation. Longer dips are not recommended because they eat away from the surface and leave it matte. The microscopic craters that result from this etching will require extra gilding to fill in and are therefore something to be avoided.
Quicking the Surface
Amalgam will adhere well to alloys that contain over 3/4ths silver. For metals of lower silver content, including copper and copper alloys like brass, a preparatory step called quicking is required. The preparation of this chemical is described in Chapter 11, Section 2. In this process a layer of mercury is laid onto the article first to provide a better adhesion of the gold amalgam.
Applying the Amalgam
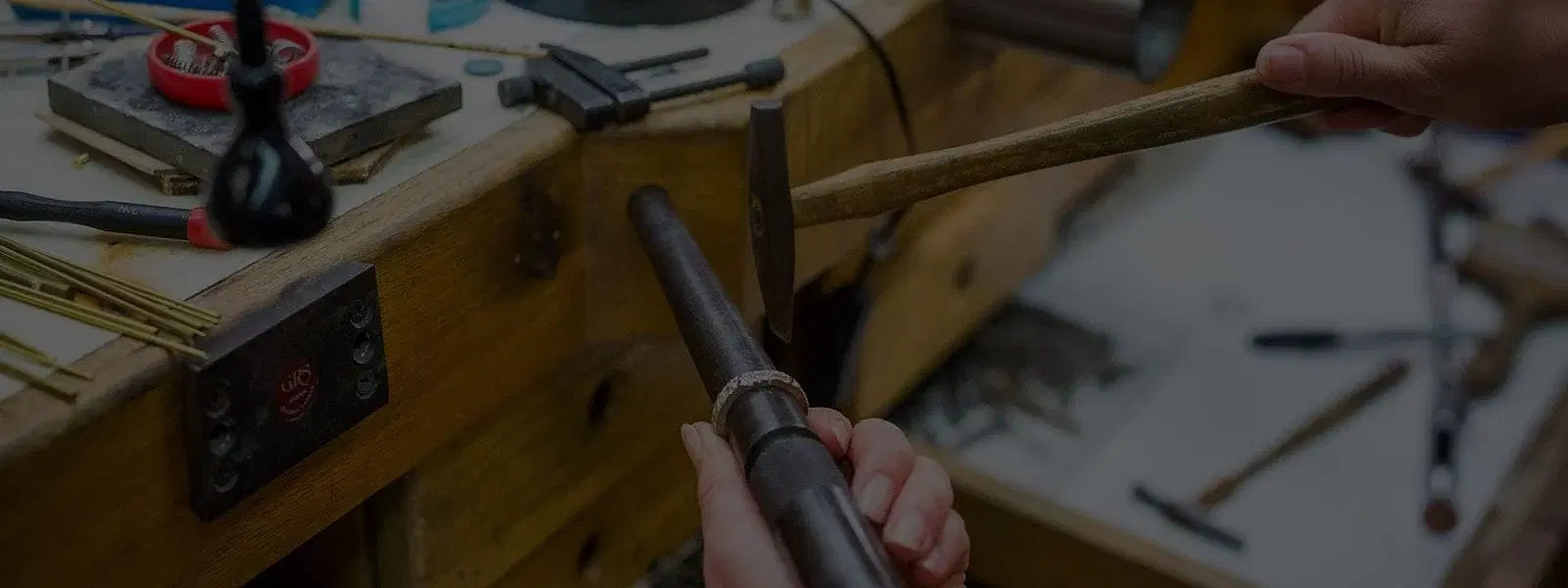
The amalgam paste is spread onto large objects with a brass brush. For smaller objects it can be more convenient to use a spatula-shaped steel rod. Quick the end of the rod and pick up a mass of amalgam then spread it onto the piece as you might spread butter.
It is wise to work over a dish that will catch the excess as it falls off, and of course it is worth repeating that this process can only take place under ventilation. Remember that mercury is always releasing harmful fumes!
Evaporating (Literally, "Smoking Off")
The traditional way to drive off the mercury is to warm the piece over a charcoal fire. This will of course still work and has the advantage of creating a gentle uniform heat. It would be possible, for instance, to build a fire in an outdoor hearth, to set the work on a steel grill and in this way remove the mercury. It would be unsafe to use this grill for cooking food after this use.
In the case of ventilation systems, mercury causes a special problem because it often precipitates onto the walls of the ventilation pipes after it has been removed from the immediate vicinity. Even a properly functioning ventilation system can be contaminated by mercury in this way unless special filters are used. As mentioned at the outset, it is no wonder that this process has been superseded by electroplating!
Over the fire the amalgam gives up the mercury, possibly turning into a fluid coating if the heat is high enough. This is not required for the process to work, nor does it cause a problem, but in large pieces like vessels the work must be rotated to prevent the fluid from flowing down the sides of the form.
When the mercury has been completely dissipated the surface will be left with a pale yellow matte covering. If the coating does not appear complete, additional amalgam can be added at this stage. The area is re-quicked, fresh amalgam is applied, and the piece is heated. When the covering seems adequate the piece is allowed to cool.
It is normal for 5-15% of the mercury to remain behind permanently bound up with the gold, but if more than this remains the result is a pale color. To avoid this the amalgam is heated further, but care must be taken not to go so far that the gold fuses into the surface where it will make an alloy with the silver of the article.
Finishing Treatment
A soft golden color can be obtained through scratchbrushing, but it is more common in fire gilding to seek a bright gold. This can be achieved by depletion gilding; that is, by heating the article and immersing it in pickle. A more uniform coating can be achieved by mixing the following:
- 40% potassium nitrate
- 35% table salt
- 25% alum
Mix the three ingredients together with enough water to make a paste, heating the whole to a boil to complete the blending. Apply the paste to the gilded surface and suspend the work over a fire (or set it on a screen and heat it with a bushy flame) until the paste has solidified into a salty crust. The piece is then quenched in water, which will cause the crust to break away and dissolve. The piece is then cleaned in a dilute nitric acid bright dip and rinsed.
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles

The Art of Doublée Making

Small Scale Double Making Procedures

Depletion Gilding Notes

Sphearrings: From Concept to Market





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.