
Cracks in Jewelry Manufacturing
As many jewelry manufacturers and goldsmiths know from hard experience, cracking in jewelry can occur at any time during its manufacture. It can also occur much later, after the jewelry has been sold to the consumer or during repair. Cracking can also occur in the processing of the starting materials (the casting grain and mill products from which the jewelry is to be made), and may not be detected until several stages later in the manufacturing process.This article discusses these causes as they relate to cracking and the steps that can be taken to minimize their occurrence. The particular focus is on karat golds, but much is also applicable to silver and platinum jewelry.
11 Minute Read


As many jewelry manufacturers and goldsmiths know from hard experience, cracking in jewelry can occur at any time during its manufacture. It can also occur much later, after the jewelry has been sold to the consumer or during repair. Cracking can also occur in the processing of the starting materials (the casting grain and mill products from which the jewelry is to be made), and may not be detected until several stages later in the manufacturing process.
Whenever it occurs, cracking is at the least an inconvenience and an undesirable cost, and at worst may reflect adversely on the jeweler's reputation. In many cases, however, it can be prevented by paying careful attention to each processing step. The challenge for jewelers (and repairers) is to understand which of the many possible causes is responsible for a particular incidence of cracking.

The various causes of defects, many of which manifest themselves as cracking during manufacturing, can be attributed to the following problems:
- Poor quality start materials, including recycled scrap, leading to contamination and possible embrittlement;
- Poor melting practice, leading to casting defects and/or gas porosity and blisters, incorporation of inclusions, excessive shrinkage porosity, and segregation;
- Poor ingot or material working practice, often related to changing alloy composition without changing the working procedure;
- Incorrect annealing practice, often due to incomplete metallurgical knowledge of the karat golds;
- Stress corrosion cracking to which some 14k and many lower karatage gold alloys are susceptible; Quench cracking and fire cracking in nickel white golds.
This article discusses these causes as they relate to cracking and the steps that can be taken to minimize their occurrence. The particular focus is on karat golds, but much is also applicable to silver and platinum jewelry.
Start Materials
When making karat gold alloys, it is essential to start with clean, oxide-free metals, whether they are pure metals or pre-alloys (master alloys). All should be analyzed or purchased with certificates of analysis. The purity of gold should be at least 99.9 percent, with lead, tin, bismuth, antimony, selenium, and tellurium impurities specified as less than 0.01 percent. These impurities can all be present in mined gold, and can lead to alloy embrittlement-a tendency to crack when a load is applied, such as when working the material.
A frequent cause of problems, however, is the use of scrap gold, which tends to be a recurring source of contamination. This is particularly true for scrap bought from external sources, commonly used as a start material in some countries. But even internally-generated scrap can be problematic, especially if it is recycled because of prior process failures. The use of scrap to make new product should be strictly controlled. Preferably, the gold should be subject to melting and analysis before it is used to make new alloy ingots, or recycled in investment casting.
Typical contaminants in scrap include refractory materials, such as investment particles on unclean sprues, oxides from dirty surfaces, silicon from casting alloy, and lead-tin solder from repaired jewelry. Scrap jewelry containing soldered joints may introduce indium, germanium, or tin. All these contaminants can lead to inclusions or alloy embrittlement. As a result, the only guaranteed safe way of utilizing scrap is to refine it first.
Embrittlement by low melting point metals (and silicon) tends to result from the formation of low melting point metallic second phases. These phases are either the contaminating metal itself, which generally has extremely low solubility in gold, or they occur as a reaction product of the contaminant with gold, silver, or copper. The effect is magnified if the grain size of the alloy is large, since these second phases tend to be dispersed as very thin films around the grain boundaries. Fine-grained alloys will tend to have a lower concentration of embrittling phase per grain boundary area. Often, these contaminants manifest themselves as cracking during metal working operations. However, as will be discussed later, there are other reasons for karat gold alloys failing during fabrication.
Melting and Casting
A very significant proportion of karat gold jewelry is manufactured either by investment casting, using casting grain, or from mill product (sheet, strip, wire, or tube) that are derived from statically-cast ingots or continuously-cast material.
Investment (lost wax) castings are prone to embrittlement, particularly when silicon-containing alloys and scrap are used. Problems can also arise due to unclean gold scrap (even when it doesn't contain silicon), inclusions from crucibles, weak investment molds, and shrinkage and gas porosity. Large porosity, in particular, may act to cause cracking during subsequent processing. Hard refractory inclusions (i.e., ceramic particles from melting crucibles or investment molds, or "dirt" from the workshop that falls into the melt) resist deformation during working and act as crack initiators in the gold alloy. If present on the surface, they can break out, leaving large surface porosity that is drawn into a longitudinal surface crack on further working.
Continuous casting of karat gold alloys almost always uses high density, fine grain graphite for the mold material to ensure good quality product. It is capable of giving much higher quality (and higher product yields) because there is no shrinkage pipe, as occurs with statically-cast ingots. However, erosion of the mold can lead to graphite inclusions in the melt. Surface defects are also a possibility if mold wear or sticking occurs to any extent. By and large, though, continuously-cast materials seldom give rise to mechanical defects.
Static casting of ingots tends to be a much simpler operation, with melting by gas heating, oil-fired furnaces, electric resistance heating, or induction heating. Induction heating ensures maximum stirring of the alloy constituents, making it the preferred method of heating, although other heating methods combined with physical stirring of the melt with graphite or refractory rods is commonplace. Crucibles are typically clay-graphite or graphite (fireclay for nickel white golds, as nickel will react with graphite), and molds are typically made from iron or water-cooled copper.
Static casting can be a source of several problems, including the following:
Shrinkage and Pipes
When a cast ingot solidifies, it shrinks. This becomes evident as a central pipe at the top of the ingot. This pipe must be cut off before working the ingot, otherwise a central defect will be introduced that will elongate upon working. This central defect is likely to result in subsequent longitudinal cracking. The pipe will be more pronounced if the casting temperature is too high, so it is normal practice to restrict the casting temperature to no more than 200?F/93?C above the liquidus temperature of the alloy. High casting temperatures also encourage large grain sizes, which decrease the ductility of the alloy and, at the same time, magnify the effect of any low melting point impurities that might be present.
Blistering and Porosity
Surface blistering or internal gas porosity can show up later in fabrication operations as surface defects or cracks. In this situation, gas from the start material (dissolved gas or damp materials) or gas dissolved during the melting operation (aggravated by too high a melting temperature, lack of a protective atmosphere or a flux, and use of gas melting) evolves as porosity during solidification. Initial working may flatten the pores and cause small laminations and cracks, or it may close the porosity, only to have the gas expand later during annealing operations and reappear as blisters.
Inclusions
Inclusions can be incorporated into the melt from several sources, including erosion of the crucible (replace crucibles before significant wear occurs), from furnace insulation or lining, or from broken stirring rods. They can also be caused by a reaction between the atmosphere and alloying element (for example, oxygen and copper forming copper oxide), or the use of grain refiners that have not been dispersed correctly, particularly iridium, which is very insoluble in gold and forms very hard clusters of particles. Such inclusions can give rise to cracks or failure during subsequent working because they act as stress concentrators, which initiate cracks.
Surface Defects
Surface defects on the ingot can also lead to cracks. These defects can arise due to poor melting and casting practices. They include surface inclusions, oxidation, mechanical damage, and solidified splashes during casting that stick to the mold wall. Many of these problems can be avoided by inspecting all ingot surfaces and cleaning away all evidence of defects before any working operations are undertaken. If necessary, the ingot surface might have to be milled to ensure it is clean and flat.
Cracking During Fabrication
Cracking can occur at any stage of fabrication, including:
Overworking
All forms of metal working-including sheet and rod rolling, wire and tube drawing, blanking, stamping, coining, spinning and raising, milling, turning and machining, and simply bending by hand-result in the material becoming harder and less ductile. The degree to which it hardens and loses ductility depends on the amount of deformation imparted. If material is overworked, the ductility reduces to zero, and it will crack.
Annealing restores the material's ductility, and so is normally performed at appropriate stages in the working process. The rate at which alloys work-harden and the extent to which they can be worked before annealing varies from alloy to alloy. Typically, karat gold alloys can be worked up to about 70 percent reduction in area (strain) before they require annealing. However, there are considerable variations; for example, nickel white golds harden rapidly and normally require annealing after a 35 percent or 40 percent reduction. On the other hand, fine gold and some of the high karat golds can be worked well in excess of 90 percent reduction in area before annealing.
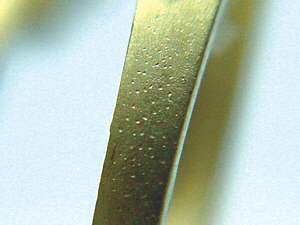
Overworking can cause several problems. For example, edge cracking during rolling of sheet material is normally the result of overworking. To avoid further problems, the edges must be trimmed, since further rolling after annealing will increase the danger of some cracks running in towards the sheet center.
Problems that occur during rod rolling include the formation of fins, which are caused when too much material is pushed into the rolling groove, so that the rolls are forced apart and excess metal is squeezed out sideways. These fins are then rolled into the rod, becoming laps. Both fins and laps can open up as cracks at later stages of fabrication. Their formation can be prevented by avoiding too large a reduction and by rotating the rod through 90 degrees between successive passes.

Localized overworking can also cause cracking during sheet metal forming operations, such as stamping or deep drawing. Fracturing occurs at the weakest or thinnest point, which in forming operations is usually where the sheet bends around the tool. It may be necessary to partially shape the component in one die-set and then further form it in another die-set. Selection of the correct material and processing conditions are important, and will depend on individual circumstances.
Embrittlement by Impurities
As we discussed earlier, certain impurities, including silicon, will embrittle gold. Any attempt at working embrittled material will result in cracking.
Another reported source of embrittlement is contamination from lead formers. Manual working, such as raising, and repair operations often involve hand-working on a soft former, frequently made of lead, to prevent surface damage. We know of an example of embrittlement in which lead from the former contaminated the surface of the gold, with the lead diffusing into the gold during subsequent annealing or soldering. This contamination can lead to embrittlement and failure of the jewelry item. Because of the possibility of such contamination that can lead to embrittlement, the use of metallic lead in contact with gold is risky. If the technique is considered essential, the gold should be separated from the lead with a tough grade of paper.
Incorrect Annealing Practice
Incorrect cooling conditions after annealing can, paradoxically, lead to hardening rather than softening in some karat golds. On subsequent working, the material cracks. Golds in the red to yellow range, 8k to 18k, should be rapidly cooled after annealing by quenching directly in water; this maintains a soft ductile condition, whereas slow cooling results in hardening. Repairers should also anneal and water quench such jewelry items before re-sizing or repair for this reason.
Over-annealing the metal at too high a temperature and/or for too long a time can also result in cracking. Over-annealing produces a large, coarse grain size, and subsequent deformation can lead to premature cracking and fracture, as well as an "orange peel" surface. This is a problem particularly with torch annealing, where the capability to control temperature is limited. It is human nature to get the metal really hot and give it a bit of extra time to "make sure" that it is soft enough. Instead, avoid over-annealing by taking extra care to anneal the metal at the lowest effective temperature and time.
The issue of cracking arising during the fabrication of karat gold jewelry, or later during service or repair, can be complex. Although there are well-defined causes for cracking, a crack's appearance is not uniquely associated with one particular cause. Establishing the precise reason for failure may require specialized equipment and knowledge. The situation may be further complicated by defects that arise as a result of more than one cause.
However, there are probably two aspects of manufacturing that contribute most to minimizing the production of defective or scrap jewelry products: First, a good understanding of the metallurgy of the karat golds and, second, the establishment of good manufacturing practice for materials and products-and the strict adherence to those practices.
In association with
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles

Causes & Prevention of Defects in Wrought Alloys
Identifying and Preventing Wax Defects
Identification & Correction of Platinum Casting Defects
Casting Investment Materials and Applications





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.