Goldsmithing: Repoussé and Chasing
The terms repousse and chasing are often confused and not without good reason since the two techniques are often worked together. One might as well think of ‘slipping and sliding’ to realize how difficult to establish a clear definition particular to each process. In general we might think of repousse as primarily a relief and chasing as more often an intaglio (2-D or linear) technique.
19 Minute Read
The terms repoussé and chasing are often confused and not without good reason since the two techniques are often worked together. One might as well think of "slipping and sliding" to realize how difficult to establish a clear definition particular to each process. In general we might think of repoussé as primarily a relief process (3-dimensionally oriented) and chasing as more often an intaglio (2-D or linear) technique.
Another useful division is to think of repoussé as a process that creates relief without significantly altering the thickness of the starting sheet. The metal is pushed and pulled but, as shown in figure 10.35, its thickness remains the same. This differs from chasing where the ability of metal to compress is used to create relief. Some areas are allowed to remain at their original height while adjacent areas are compacted with tools to make them lower. It must be remembered, however, that the two techniques are often used together.
Chasing has a long history of use in conjunction with cast forms, where steel punches were used to refine the form of a cast object. It is still an important part of that process. Repoussé was probably developed not simply as a decorative technique but because a contoured or corrugated form is considerably stronger than a flat one. This meant that a thinner gauge metal could be used, allowing larger objects or greater profit.
These techniques share several properties, among them the fact that they can be worked on tiny jewelry pieces or large architectural or sculptural work. In both cases hammers are used to press pencil-like steel tools against metal, forming or compressing it, or both. Both repoussé and chasing can be worked on all the conventional jewelry metals with ease, of course suggesting the more malleable metals as the best candidates. High karat gold, fine silver and copper respond very well, while pale brass, nickel silver and steel require greater effort.
Tools
Punches
Tools called punches are used in both repoussé and chasing, with a few of the tools being used in both techniques. They are steel rods of various thicknesses about 10-15 cm long (4-6 inches), hardened and tempered to retain their shape through years of work. The top end where the hammer strikes, is slightly beveled to create a truncated pyramid or cone at that point. This serves to focus the force of the hammer blow.
| Figure 10.35 Stressed and unstressed metal forming. a) engraving, b) punching, c) modeling, d) tracing. |
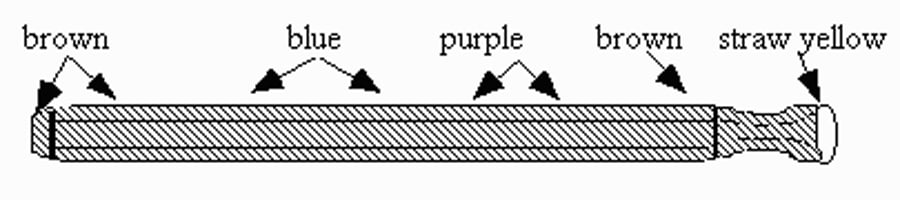
Tool steel, typically W1 or O1, is cut to length, shaped with files and sandpaper, then hardened and tempered at the tip to a straw yellow color. The shank of the tool is left annealed, which reduces shock to the holding hand. The working tip can assume many shapes. A collection of 100 punches is not unusual, given that several sizes of each shape are often needed in a single project. A few of the general styles are shown in figure 10.36, but bear in mind that each of these has variations, and each might be needed in several sizes. Tools can be purchased from suppliers but goldsmiths who spend much time with these techniques will soon find the need to create special shapes for their unique requirements. Each new project seems to require a shape that is somehow missing so your collection of punches is perpetually growing.
| Figure 10.36 Various punch forms and sharp punches. a) and b) lining tools c to e) modeling punches, f) planishing punch, g) matting punch, h) setting punch, i) hollow or ring punch, j) jig punch, k and l) texturing or design punches. |

When a wide flat blade is needed, the tool blank might be hot forged first to achieve a blank of the proper dimensions, then is finished with a file. The shape is then worked to sandpaper to insure there are no sharp edges or corners that might tear through the sheet, and finally given a polish.
Tools with square or rectangular shanks are easier to steer across the metal and more comfortable to grip. The proper length of a tool is a personal matter, but it can be said that if they are so small they are lost in one's hand they are difficult to hammer with confidence. If they are too long they tend to wobble about, making accuracy difficult.
The general shapes of punches fall into the following families, illustrated in figure 10.36.
Liners (also Draw or Marking Out Punches)
These versatile punches are used to draw lines, form letters and outline shapes that are later given more dimension with other tools (figure 10.36a and b). The tip of the tool is shaped like a wedge but it is "softened" or rounded with sandpaper so it won't cut through. Wide tools are preferred for making long straight lines because they tend to stay straight. Narrow tools are needed in cases when working on a small design. A variation on this tool is a liner with a gentle arc which is used to draw curved lines. Again several sizes will be needed.
Modeling Punches (Forming Punches)
This is perhaps the largest category because it includes any punch used to push metal around (figure 10.36c, d and e). These might be thought of as the fingers and thumbs that a metal relief sculptor uses to shape his or her material. Most tools are polished, but larger shapes might be left with a sandpaper finish because the slightly roughened surface will get a better grip on the metal being formed.
Planishing punches
As the name suggests, thesePpunches are used to smooth the relief (or background) just as planishing hammers are used to smooth forms when raising. These punches (figure 10.36f) are always highly polished and generally have a straight wall in order to reach neatly into the area where a raised section joins the floor or base of the relief. The top view of planishing punches would reveal them as square, rectangular, round, triangular and so on; again with the idea of reaching cleanly into the nooks that surround the relief image.
Matting punches
These useful tools (figure 10.36g) resemble planishing punches in shape but have a different surface, being inscribed with textures or lines that will leave behind a characteristic non-reflective or matte surface. They are used to create contrasting areas of shadow, to camouflage marks left by other tools, and to create a surface that will stand up well to handling.
Matting punches can be made by engraving, carving, sawing or filing a pattern of marks into the end of an annealed tool blank. Another effective means is to strike the soft tool blank hard on an old file - the steel will pick up an impression of the file. This makes a useful tool after it has been hardened and tempered.
Setting Punches
This specialized family of punches (figure 10.36h) are similar to planishers except that the face is set at an angle, though not necessarily one as steep as that shown. When used along the edge of a design the point of transition between relief and floor is made very clear, somewhat like outlining a drawing with a dark black line.
Hollow Punches
These too can be made or purchased (figure 10.36i). They produce a rounded bead and are most effective when used repeatedly in close proximity to create an overall pattern. A version of this is used in Japanese metalwork and it is known as the fish roe pattern.
Jig Punch (also called Chain Tool)
This is shown in figure 10.36j and illustrates not only a specific tool but a means for insuring even spacing. In the case of the tool shown (which would make a shallow round crater) the first blow will create a pair of indentations. To make the second blow, one "foot" of the tool is placed in an existing crater, thus guaranteeing the even spacing of the new impression made. This process is continued to make a decorative line or border.
Stamps
This is a separate category of tools that are not really chasing or repoussé tools, but will be listed here because in general form they resemble the punches, (10.36l). And as mentioned before, it is not impossible for stamping to be used in conjunction with the other relief techniques.
Where chasing and repoussé punches create a range of shapes depending on how they are used, stamps have a particular shape and press it into the metal when struck. In this regard they might be seen as a relation to children's rubber stamps. A picture of a cow can be used here or there, right side up or upside down, once or in series, but it will always be a picture of a cow.
Wooden Punches
As you might guess, these are nothing more than alternate punches made from lengths of hardwood. They have the triple advantage of being inexpensive, easy to form and incapable of making damaging marks on the work. They are used at any time, but are particularly handy when unusual shapes are needed, when the work is being formed off the pitch bowl, or when only subtle adjustments are needed.
Chasing Hammer
Even the best punches will be ineffective if they are not properly struck with a hammer. Any small hammer can be used but the process is greatly facilitated by using a tool whose design has evolved since the 18th century to become not only the best tool for this job, but a symbol of goldsmithing hand work with its typical shape which stems from (figure 10.37).
| Figure 10.37 Chasing with punches and hammer on pitch bowl. |
The proper hammer is light enough to be used for hours without strain, but heavy enough to accomplish its task. It is mounted on a thin springy handle made of a long-grained wood like hickory or apple. This allows the hammer to whiplash almost imperceptibly in the users hand, lending increased force to each blow. The handle is carved to fit comfortably in the hand, sanded smooth and given a coat of linseed oil to make it comfortable.
The face of the hammer is unhardened, allowing the punch to make a microscopic indentation there at the moment of contact. A hardened hammer would resist the tool; an angled blow would deflect the punch sideways. The face of the hammer is significantly larger than would be expected for its weight, typically measuring at least 28 mm across (1 1/4″)
Pitch
Repoussé and chasing both require that the metal be well anchored on a reasonably resistant surface for working. In both cases a material called jewelers pitch does the job. It consists of three principle ingredients or categories of ingredients.
- pitch - originally a residue derived from tree resins, but now also seen as a petroleum product.
- binder - brick dust or dry plaster are added to give the pitch more body.
- lubricant - linseed oil, beeswax, or tallow are added to make the pitch softer.
Pitch can be purchased ready to use or made from the raw materials listed above, following the recipe of 3 parts pitch, 2 parts binder and 1 part lubricant. These ingredients are blended in a discardable pot at a low heat and stirred with a stick until well blended. It is possible for pitch to catch fire if it gets too hot so do not leave the pot unattended. (Remember those torches in Frankenstein movies? They were made of pitch.)
Even when purchasing pitch from a reputable supplier it will probably be necessary to adjust the pitch to suit your personal working style and the climate in your area. Add more lubricant or binder to give the pitch the consistency you need. In a good pitch a blow with a ball peen produces a slight indentation without the pitch cracking away.
Pitch is poured into a shallow sheet metal box (e.g. a cake pan) for working on flat objects like trays, and into a heavy steel pot when working on smaller objects. The pot is traditionally made of cast iron, giving it a weight that keeps it stable on the bench. In order to conserve pitch, the pot is filled at least half full with plaster, cement, lead or pieces of brick, this layer being covered with fresh pitch at a depth sufficient to hold the work. The pot sits on a leather pad or rubber wagon tire in such a way that it can be tilted in any direction during work. This allows the tool to be kept vertical even when the angle of impact on the metal is at a slope.
Though not nearly so functional, it is also possible to do a modified repoussé on other semi-yielding surfaces. Soft wood, felt, rubber and leather have all been found to work. In these cases the work cannot be attached to the surface so it is helpful to have an assistant standing by to hold the metal as work proceeds.
Punch Usage
Despite the range of tools described above, we can divide the actions of repoussé into as few as three categories: lining, modeling, and setting down.
Lining
Lining, also called tracing, uses chisel-shaped punches to outline a form for repoussé, to draw letters, and to make a linear pattern or ornamentation. The tools used look like blunt chisels. When worked on a hard surface it is possible to cut a line that closely resembles an engraved line, though chasing does not easily permit the graceful broad-to-narrow stroke. When worked on a slightly yielding surface like pitch, the liner creates a ghost image on the reverse side. This is especially useful as a starting point for repoussé.
| Figure 10.38 Correct position for holding the punch. |
The punches are held comfortably between the thumb, index and middle finger as shown in figure 10.38. The little finger rests on the pitch to support the tool and steady the holding hand. The tool is held not quite vertically, but rather at a slight tilt. This will propel the tool along its path effortlessly - as long as the tilt is correct. If the tool is too vertical it will fail to move; if it tilts too much it will hop along leaving spaces between points of contact and making a dotted line. Trial and error are used to discover the correct angle. When you achieve it the tool seems to drive ahead by itself.
The hammer blows should also come easily, the arm and shoulder being relaxed enough that you can continue for hours without fatigue. The movement of the hammer should come from the hand itself rather than from the wrist or forearm. This stroke will deliver tiny focused blows consistently to the end of the tool. If you'd like to try everything wrong, grip the handle tightly, tense your arm muscles, allow your wrist to wiggle from side to side, and lay your index finger along the handle. The results will be frustration and fatigue!
Compared to engraving, chasing is relatively easy to master. This does not mean, however, that practice is not necessary. It is suggested that a beginner devote several hours to cutting the linear patterns shown in figure 10.24. With experience you will feel the almost magical effect of tools, process and intent coming together seamlessly. It's worth the effort!
| Figure 10.24 |
Repoussé
This relief process, sometimes called modeling, makes full use of the malleability of metal to push and pull it into relief. The first step is to draw the intended outline on the annealed metal sheet with permanent ink. This is then gone over, or traced, with a liner as the metal sits on pitch. This has the effect of starting the relief in that the sheet is no longer perfectly flat, but rather has a shallow contour. Perhaps more important, when the sheet if heated and removed from the pitch, it will be seen that the image has been transferred to the back.
Do not anneal the metal at this stage. The work-hardened lines will anchor the form as the areas in between are worked aggressively with pitch to give them dimension. Set the piece back into the pitch upside down, pulling the warm pitch over the edges of the metal here and there to lock it into place.
Rounded repoussé punches or dapping punches are used to push the metal down to its maximum depth. Depending on the design, this step can involve large tools and heavy hammers to move the metal rapidly. While attention is paid to the form, refinement will come later. The intention now is to generate enough height to provide material for the modeling from the front that will come later.
It is possible to use modeling clay to take an impression from the back that will give an idea of how the form is developing. When it seems you are approaching sufficient depth, or when the metal has work hardened enough to pull itself out of the pitch, remove the metal, dissolve excess pitch in kerosene, and anneal the work. It might be necessary at this point to also warm the pitch slightly to allow it to flow back into a level surface. Be careful that you do not heat the pitch to the point where it smokes or bubbles. This indicates that the oil is being evaporated and will result in a brittle pitch.
The annealed and cleaned piece is set back onto the pitch, right side up this time, and work continues with punches to refine the form. Though we usually think of metal as a rigid material, repoussé teaches us about its great plasticity. It is possible to model and "erase" forms as you feel your way into the design, a process that takes some getting used to.
Work continues in this way, flipping the sheet over and working alternately from front and back as the relief develops. Anneal as necessary and use whatever punches are required to give the intended form.
It is unavoidable that the flat sheet surrounding the repoussé image is distorted and slightly contoured. To flatten it, set the panel on a hard flat surface like an anvil and work the background down with wooden punches. Having this area, the floor of the relief, perfectly flat will provide a visual contrast that highlights the relief. It is also possible to saw the modeled section out of the sheet, in which case the edges are hammered over slightly and filed smooth.
An alternative treatment in which the transition between flat background and repoussé relief is softened is also attractive. In this case rounded wooden tools are used to smooth the sheet without striking exactly at the point where the relief meets the floor. In the case of a shallow relief, all the forming can be done from the back, leaving a form that is softened like a figure draped under a billowy cloth.
Examples of Repoussé
Example 1
| Figure 10.39 Silver brooch. Chased and repousse design. (Gerhand Herbst, Weimar) |

| Figure 10.40 Steps involved in chasing the brooch. |
The brooch shown in figure 10.39 shows a combination of repoussé and chasing as used on a small object. The first step is to cut a piece of metal a little larger than the intended brooch and fold up the sides about 5 mm all around, figure 10.40a. These will lend stability to the form during modeling. The little box is filled with pitch, care being taken that there are no voids or air bubbles and the piece is allowed to cool.
The flat surface of a pitch pot is warmed to soften it, then the box is set into place, pitch side down, where it will bond securely with the warm pitch in the bowl. This method guarantees that the sheet of metal is fully supported by pitch. From here the steps are as follows:
- The outer grooves are drawn onto the top surface of the box, which is in fact the front of the brooch, with a liner (figure 10.39a and b).
- The pitch is then warmed enough to allow the box to be lifted free. It is held over the pitch bowl and warmed just enough to allow the pitch left in the box to drip back onto the bowl. The piece is cleaned and its edges are bent in the opposite direction, forming a similar box but this time such that the surface that was just on top is now the inside floor of the box. It is again filled with pitch and again secured in the heated pitch of the bowl.
- While the pitch is still soft the of the front side of the brooch is hammered with a crowned planishing hammer to become a shallow dish (figure 10.40c).
- The design, in this case a pair of stylized animals, is traced with a liner on the inside of this dish shape, as illustrated in figure 10.40d.
- The piece is pulled from the pitch, cleaned, and worked from the back with small rounded punches to press up the volume needed for the animals.
- After being cleaned and annealed. The piece is returned to the pitch, this time right side up. The front is now finished using whatever punches are necessary to create the details, textures and contrasts that best serve the design. As a final step the excess sheet is sawn away and the edges are smoothed with files.
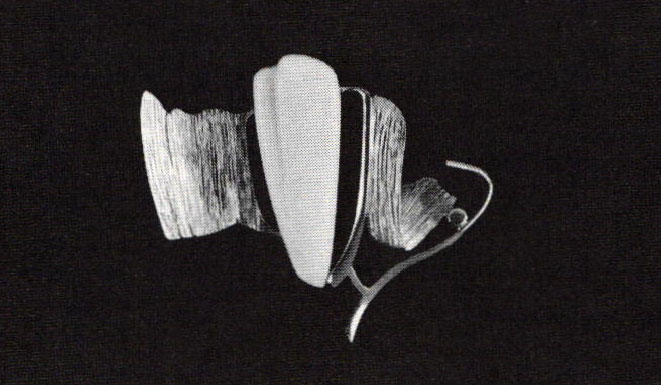
Example 2
- A piece of sheet metal is worked over stakes with hammers or mallets to achieve a spoon-like shape.
- A terminating deck is soldered on in the region of the forehead.
- The "blank" is pressed into warm pitch upside down. The eyebrows and folds of the cheeks are marked out with traced lines; the nose area is pushed out using rounded punches.
- The piece is removed, cleaned and set back into the pitch, this time right side up. The hollows of the eyes and parts between the nose and chin are set back with forming punches from the front side. The nose is shaped and modeled; the lined contours are hammered out and refined.
- The piece is again lifted free, cleaned and returned to the pitch where the eyelids and lips are worked in from the back side. If needed the nose is finished further.
- To complete the piece the eyes and mouth are sawn out, the form is cut free from its flange and a back plate is attached.
| Figure 10.41 Silver mask. (Gerhard Herbst, Weimar) |

Example 3
| Figure 10.42 Richly decorated heraldry, done as a chasing exercise. (Johannes Kretzschmar, Dresden) |

| Figure 10.43 Rococo ornamental forms. (Johannes Kretzschmar, Dresden) |

The two plates shown in figures 10.42 and 10.43 illustrate the kind of lively reliefs that can be made through the simple steps of lining, modeling and setting down. Note that the piece in figure 10.42 is shown from the back side, but still makes a stimulating visual effect.
| Figure 10.44 Silver pendant, free form chasing. German work 16th century. (Craft Museum, Leipzig) |

| Figure 10.45 Traveling shaving kit. Chased silver. German work about 1870. (Private collection) |

| Figure 10.46 Chased silver stick handle (detail). Chinese work, 2nd half of the 19th century. (Private collection) |

Practice is needed to achieve these kinds of strongly plastic images. They also take time, even for a professional worker, which probably explains why repoussé is one of those traditional techniques relegated to the Endangered List. In addition to the fact that there is no better way of teaching the plastic limits of metal, and not even mentioning the delightful effects that can be achieved, it is worth noting that time spent working in repoussé is particularly rewarding to the goldsmith. The process is a synthesis of design, sensibilities, technique and manual dexterity. There is nothing quite like seeing an image come to life out of a sheet of metal. It is a thrill every student is invited to share!
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles
Basic Chasing Tools
The Goldsmiths: Studio & Shop
How to Make a Chasing or Forming Tool

Thai Chaser Tool Tricks





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.