
Mass Finishing of Gold Jewelry
Design dictates buyer's choices when gold jewelry is purchased and the quality of the pieces certainly plays an important part as well. Not to be overlooked, However, as gold jewelry is readied to go to market, is that shoppers, regardless of price range, are attracted by the glitter of gold. This article deals with recommendations as to how manufacturers can attain that glitter and ensure that the sparkle of the surface finish of their products catches the buying public's eye and wallet. We are going to focus on Mass Finishing, what it can do for you and the various methods and equipment that are available to save you time and money.
17 Minute Read

Design dictates buyer's choices when gold jewelry is purchased and the quality of the pieces certainly plays an important part as well. Not to be overlooked, However, as gold jewelry is readied to go to market, is that shoppers, regardless of price range, are attracted by the glitter of gold.
This article deals with recommendations as to how manufacturers can attain that glitter and ensure that the sparkle of the surface finish of their products catches the buying public's eye and wallet. We are going to focus on Mass Finishing, what it can do for you and the various methods and equipment that are available to save you time and money.
Several years ago, a foreign manufacturer faced the problem of how to best finish a jewelry piece made from thin-walled 14KT gold tubing. The final pieces were fabricated from wrought strip stock and the finish was of only fair quality. The geometry of the piece made hand polishing difficult. A two step Mass Finishing process was developed that completely eliminated hand polishing and resulted in a lovely surface finish. Scrap percentage was almost entirely eliminated.
At the same time as the foreign based manufacturer was producing that item, a U.S. firm was manufacturing the same jewelry piece. The difference was that the American company was making its own strip stock and achieving a much better quality. For the U.S. company, a one step dry Mass Finishing process with a longer time cycle resulted in an excellent surface finish and a dramatic drop in scrap loss. Situations may differ, as cast or as stamped surface finishes may differ; yet, in each situation, Mass Finishing gives cost conscious manufacturers a myriad of options.
Mass Finishing
Mass Finishing has become one of the most useful tools in jewelry manufacturing while, at the same time, it may be the least understood and, in many cases, appears to be covered by a shroud of mystery. Jewelry manufacturers, who have taken the time to learn the fundamentals of Mass Finishing and put it to work in their daily operations, have found that the results are:
- Significant reduction in labor costs inherent in grinding and/,or hand polishing
- Dramatic increase in consistent quality
- Reduced precious alloy loss of fine gold
- Increased productivity with existing workforce
This article deals with the fundamentals of Mass Finishing and sketches a road map to define specific goals, avoid traveling down dead ends and suggests how to stay on the right path to save time and money. Should you be utilizing Mass Finishing? If you are a fine jewelry manufacturer who has one (or perhaps many more) person(s) sitting at the bench and hand polishing all day, think of the labor incentive work involved in finishing a cast item after sprue removal. A bench worker may spend, on average, three hours each day on finishing operations such as sanding, cutting and glossing. The hourly wage that worker is paid can be greatly reduced by employing Mass Finishing and we haven't even added in the savings in files, emery, wheels and polishing compound. In addition, Mass Finishing equipment never is away from your facility because of sickness and never even takes a lunch break! Your customer is not interested in how much it may have cost you to finish the jewelry item because expensive hand labor adds no value to the finished piece.
The most basic Mass Finishing system can be installed for approximately US $2,500 and that would include supplies needed for one year. The wages that a manufacturer pays the workers to finish his goods can be reduced by over fifty percent and most manufacturers will see payback on their equipment investment in less than one year. Your operation, even if it is a one man shop with limited production, can greatly benefit by using small laboratory type equipment and system that is available for less than US $500. Jewelry manufacturers, who use sheet stock or stampings that are of truly superior quality, may be one of the very few producers that do not have a need for Mass Finishing.
Focus in on what you want to achieve. Arm yourself with a clearer understanding of Mass Finishing. establish those standard operating procedures that successful jewelry makers have already put into place. The decision making process on how to best finish your goods begins with knowing what your customers truly want, what they are willing to pay for and then ensure that your manufacturing costs do not price you out of what has become an increasingly competitive market.
As an illustration of why it is imperative to anticipate consumer wants, a case in point is our experience while participating in a jewelry Trade Fair in Beijing, China several years ago. Armed with top quality vibratory equipment, proven procedures and sophisticated cutting media, we were positive that Chinese jewelry manufacturers would leap at the opportunity to adopt Mass Finishing techniques into their operations. During the first few days of the Trade Fair, much to our consternation, our demonstrations drew only blank stares and uncomprehending head shaking from show attendees. Were we losing something in translation? Was our native interpreter conveying our message correctly to his countrymen? Sure he was. As the Trade Fair progressed, we learned that Chinese consumers were not focused on either design nor surface finish of the jewelry they purchased. They were simply investing in gold jewelry as a storehouse for their savings, a repository for their new found wealth. Jewelry makers in China understood that gold jewelry purchases were not being made on the basis of fashion nor to own a glittering bauble. We learned that often jewelry items were never worn and were squirreled away for their monetary value as insurance against hard times in the future. Chinese producers of gold jewelry knew their target market and were puzzled as to why anyone should suggest spending money to attain surface finishes that consumers did not seek nor were they willing to pay any extra costs.
This experience drove home to us the fact that there is no best way to Mass Finishing though there is always a way to fit this time saving procedure into the manufacturing process. Tailor Mass Finishing to what the marketplace demands. You may, for example, produce exactly the same jewelry product as your competitor. You may offer it in gross lot increments, while the competitor markets in dozen pieces at a time to a retail jeweler. This difference can be an important factor to consider when selecting the Mass Finishing technique that is the correct process fit for you. There is truly no best way to Mass Finish a specific product. The search for beauty is always in the eye of the beholder. The ultimate consumer dictates the surface finish needed to sell an item. The manufacturer must seek out and implement the best method to achieve that surface finish while containing costs and increasing productivity.
Consider some of these important questions as you try and make your way along the winding and bumpy road to producing finished goods and deciding how to best spend your money on finishing and polishing:
- How much lead time will you have to bring goods to market?
- What is the least quality surface finish you can ship without sacrificing incremental sales and gross margins?
- What percent of overall costs can be allocated to the finishing process?
- Must you train your polishers?
- Do you have a reliable reservoir of polishers?
- Are you able to retain them or are you constantly training new people?
- Do you factor into your costs the loss of precious metal from finishing?
- What is your ability to recover lost precious alloy?
- How qualified are the workers who maintain your equipment?
- What level of sophisticated finishing equipment can they handle?
The next time you begin to analyze how to turn raw materials into finished goods, decide what your priorities should be in the finishing area. That singular decision will be your path to increased profits and reduced costs.
The following priority chart, though simple, will enable You to focus on what areas are truly important.
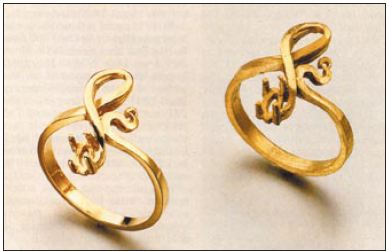
| Figure 1 Cast 18 carat gold ring: On the left is the as cast ring with gate cut off and ground; on the right is same ring after a three step finishing process in a vibratory machine. |

| PRIORITY CHART | ||||||||||
| MOST IMPORTANT <-> LEAST IMPORTANT | ||||||||||
| Processing Time | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Quality of Finish | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Cost of Finish | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Employee Training | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Material Costs | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Maintenance Costs | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
Once you have established guidelines, it then becomes important to understand what part the three components of Mass Finishing - COMPOUNDS, MEDIA TYPE and EQUIPMENT - play in the entire process.
Media
Although the specific compound used may have little bearing on cost or processing time, it must be chosen carefully for its efficiency. Using the correct media may be compared to reaching the first fork in the road to success and turning down the correct path. If the overall brightness of a jewelry item is the top priority, rather than surface quality, the logical choice is a burnishing media. Porcelain, carbon steel or stainless steel media serve best for burnishing. When the numbers on the priority chart move to the high side, the media selected should be one that has the best cutting quality. Bonded plastic media would be viewed as first choice and multiple cutting operations may be needed. When a truly high quality Surface finish (with accompanying high costs) is the goal, a dry media process should be considered to improve final results and reduce costs.
Normally, there are two components of CUTTING MEDIA: ABRASIVE GRAINS AND CARRIER OR BONDING AGENTS. Abrasive grains for Cutting media can be: (1) Silicon Carbide, which is most aggressive, (2) Aluminum Oxide (Alumina), moderately aggressive and (3) Silicon Dioxide (Silica), least aggressive of all. Bonding materials can be: (1) Ceramic, which is hard, (2) Plastic, seen as softer and (3) Natural>, ranging from soft to hard.
PRE-POLISHING MEDIA, often used in the final stage of Mass Finishing, is much the same as cutting media. It is designed to perform a cutting function that is gentler and finer than that of rough cut media.
BURNISHING MEDIA contains on abrasive grain and rolls over or hammers away at steel surfaces for the sole purpose of making them bright and hard. The composition of burnishing media, you will recall, is usually porcelain or steel.
POLISHING MEDIA normally has a natural base, such as wood, shell or corn cob. Polishing compounds, similar to those used in hand polishing bars, are bound to the natural polishing media by means of a wax or an oil based agent.
Backtrack to the priority chart shown earlier and consider, for the sake of illustration, how a manufacturer's choices would influence the approach to a Mass Finishing method. Let us assume that the producer has rated his priorities, based on availability of skilled polishers, maintenance staff, the need for only a mid range surface finish on goods and sales that will yield only slim profit margins. See table below for example.
Hypothetically, this manufacturer must guard against suffering too much of a loss of precious metal in the finishing process so that refinishing payback will compensate for part of his low margin. In this situation, the right fork in the road leading to profit could well be a two step Mass Finishing process that drastically reduces hand-on labor costs. An initial wet cutting process to start, followed up with a wet burnish would completely eliminate hand polishing and reduce costs. In an era when every step of manufacturing must be closely scrutinized, Mass Finishing techniques can spell the difference between break even and reasonable profit.
Mass Finishing Equipment
Though it is the media that performs the cutting action and dictates the final surface finish, the Mass Finishing equipment supplies the energy to really do the work. Proper selection of that equipment is vital and the following describes equipment currently in use to enable jewelry makers to decide what may be best for their operation.
THE TUMBLING MACHINE (or Barrel) is the oldest type of Mass Finishing unit still in use. The mass (jewelry pieces and media) within the tumbler or barrel rotates within an octagonal chamber to the top of an incline, tumbles back down and then starts all over again. There is no movement of the media with respect to the pieces during fifty percent of the tumbling cycle. This machine has severe limitations in that it requires an extremely long time cycle and yields only a low quality surface finish. There is no liquid flowthrough capability and this is considered a serious draw-back. The tumbling machine is adequate for finishing flat pieces that may tend to nest together in other types of equipment and for small lots that need a quick burnishing without regard to quality.
VIBRATORY BOWL MACHINES were introduced about twenty years ago and remain the most popular, effective and cost saving machines. Features include low maintenance cost, a flow-through system for liquid compounds and a high quality of jewelry pieces in relationship to the total mass in the bowl. Any product that lends itself to Mass Finishing (with the exception of very light flat pieces) can be processed very successfully in a vibratory bowl unit. Several of the reasons that this method remains the most cost effective are the ratios of quantity per load, labor time spent unloading the unit and the relatively low initial and maintenance cost. It also lends itself extremely well to processing chain type jewelry.
| MOST IMPORTANT <-> LEAST IMPORTANT | ||||||||||
| Processing Time | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Quality of Finish | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Cost of Finish | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Employee Training | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Material Costs | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Maintenance Costs | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
| Figure 2 - Magnified side view of ring in Figure 1. (a) As cast (b) After vibratory finishing |

HIGH ENERGY BARREL MACHINES (Centrifugal planetary barrels) operate much the same as tumbling units while adding centrifugal energy that reduces processing time. In this type equipment, several barrels are mounted in a ferris-wheel fashion and the entire apparatus spins as the barrels rotate. High energy barrel machines are not effective for a heavy cutting process, cannot be adapted for a flow-through liquid compound system and cannot adequately finish jewelry pieces that have deep recesses.
One feature of this type unit is that it minimizes process time while, on the downside, such units generally have a relatively high initial cost. Overall, it is often not considered a well rounded choice for finishing.
HIGH ENERGY DISC MACHINES (Centrifugal disc) combine the three dimensional action of the vibratory bowl machine with the reduced processing time of centrifugal force units. This machine permits the combination of flow-through and high energy. Major benefit is that it reduces process time. One of the negatives incumbent in high energy disc machines is that its design can present maintenance problems and that, coupled with its high initial cost, results in a much higher price per piece to Mass Finish.
ROLL BURNISHING MACHINES are relatively new to Mass Finishing and offer a much faster process and are adaptable to a flow-through system. The machine's unique unloading system requires less than one minute to unload the work pieces and the operator never has to handle the media. This machines cannot process very fine jewelry items and does not work well for chain.
MAGNETIC PIN MACHINES (Magnetic Polishers) will burnish the nooks and crannies, those hard to reach areas of jewelry items. Very fine pins or needles combine with a COMPOUND MIX TO ACCOMPLISH THE TASK. This machine gives an excellent burnished finish. To achieve a truly high quality surface finish, pieces must usually be subjected to additional operations in other types of equipment. The drawbacks of magnetic pin machines are that they yield a poor quality surface finish on smooth surface areas and cannot be adapted to any type of flow-through system.
Selection of Equipment
Manufacturers must factor in the initial cost of Mass Finish equipment in order to make the proper choice. Visualize, if you will, your friend who drives to his destination in an expensive luxury vehicle while you travel to the same point in a moderately priced automobile. He may arrive ahead of you and have traveled in better style while you arrive at the same point for far less money spent. Mass Finishing can be accomplished by using a number of vehicles, but one must always consider the up-front and maintenance cost and guard against spending too much money that results in a higher finishing cost per piece.
There are so many factors that come into play in the selection of Mass Finishing equipment. Don't buy more than you need and be sure that what you purchase can really serve your needs. In every instance of Mass Finishing, daily production needs and available capital budgets will dictate what should be purchased. If you do not have a ready pool of trained polishers, if you do not need a top quality surface finish, if you have no trained maintenance staff, if you want to capture as much gold scrap as possible, you must take all of these factors into consideration before you make a purchase and carefully review the description in this article concerning what the various machines will do for you. A need for a superior quality surface finish, a ready pool of polishers and specific profit margins may tip the scales of decision making toward a certain type of unit.
Benefits of Mass Finishing
Mass Finishing need not be a lengthy process. Many manufacturers think that, if the finishing process requires more than eight hours, it is not for them. Consider that the equipment not only operates during a normal eight hour work day but the fact that the final stages of finishing can be accomplished by the equipment after the workers have left the factory. Wet processing is done during the daytime while the final dry process is performed in the evening. When the workers arrive in the morning, the finishing process has been completed.
Mass Finishing saves far more than money. One European manufacturer wanted to have his skilled workers handle more tasks each day instead of increasing his work staff. His solution was to have vibratory machines rough cut the jewelry pieces. This process freed up his employees enabling them to stone set or perform more skilled tasks instead of only sanding and polishing. Making the change to Mass Finishing resulted in higher productivity without the need to employ or train additional workers. Manufacturers of fine jewelry must always consider the loss of precious metal encountered in finishing jewelry.
A typical gold ring arrives in the hand polishing department, after the sprue has been removed and that sprue area has been surface ground. When the ring is finally finished, an average of five to ten percent of precious gold may be on the floor with some on the workbench as fine dust that may or may not be recovered. A typical ring processed through a Mass Finishing operation loses only one to two percent of the total alloy and is completely captured within the aqueous flow-through fluid.
A major consideration for many jewelry producers and one that continues to grow is the handling of waste water generated by a wet finishing process. There are now small compact systems that, when coupled with one-step chemistry, render most metals easily recoverable or harmless. An important feature of this new technology is that chemistry efficiency permits continuous use of the same water resulting in a sound, ecologically friendly system.
| Figure 3 - Thin wall gold earring: (a) Finding after soldering operation (b) After two step vibratory finishing. |

Mass Finishing procedures will always be governed by the anticipated retail price of the final product and the value that the customer demands for money spent. In the case of a pair of gold earrings set with diamonds and sold in an upmarket retail store, the castings would probably be subjected to Mass Finishing with hand polishing in the final stage. That same style earring, cast in gold alloy with imitation stones and sold at a far lower price through a large retail chain, forces a manufacturer to take a different approach. Possibly, a three stage Mass Finishing process with no hand polishing could be acceptable. Were that same pair of earrings produced in a low karat gold alloy, without stones and aimed at consumers who arc extremely price conscious, a simple burnishing operation may be sufficient to enhance the brightness of the Surface and still contain cost.
Conclusions
There are so many different roads to travel when it comes to deciding how to make Mass Finishing work for you. Manufacturers must carefully evaluate exactly what they expect from equipment dollars spent and decide which suppliers have the technology and equipment to meet their needs. Keep in mind that purchasing the equipment is only the first step in the search for labor and money saving machines. Supplier expertise, back-up service, proven methods developed by knowledgeable people well versed in Mass Finishing must always be part of the selection equation. Manufacturers who use a common sense approach, who seek out the guidance of hand holding of ethical suppliers will become their own in-house experts on how to best finish their products. Visits to jewelry manufacturers worldwide, as well as participation in international seminars, have brought one conclusion - Mass Finishing will save great amounts of time and money while providing a consistently high quality surface finish for jewelry makers. Mass Finishing will truly put the glitter into Your gold.
Note: Steven Alviti can be consulted on finishing process technology at
BelAir lnc.
11O Byfield Street
Warwick, R.I. 02888, USA
Tel - + 1 401 781 4408
Fax - + 1 401 781 4498
You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles
Basic Principles for Wet Tumbling on Gold Jewellery

Fixing Magnetic Finisher with MF610

Vibratory Finishing Method
Practical Guide to Mass Finishing Jewelry





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.